


 20MN鋼板
20MN鋼板
 Q345D圓鋼
Q345D圓鋼
 Q420C鋼板
Q420C鋼板
 45#鋼板
45#鋼板
 Q345QD鋼板
Q345QD鋼板
 42CRMO圓鋼
42CRMO圓鋼
NM500耐磨板加工方法: 1、鋼板切割方法適用于冷切割和熱切割。冷切割包括有水射流切割、剪切、鋸切或磨料切割;熱切割包括有氧氣燃料火焰切割(以下簡稱“火焰切割”)、等離子切割和激光切割。 2、切割方法:通過相關工藝試驗,掌握鋼板各種切割方法的一般特性和切割厚度范圍。 3、高級別耐磨鋼的火焰切割方法與普通低碳和低合金鋼的切割一樣簡單,在切割耐磨鋼厚板時,需要注意!!!隨著鋼板厚度和硬度的增加,切割邊部出現(xiàn)裂紋傾向加大。為防止鋼板切割裂紋的產(chǎn)生,切割時應遵循以下建議: 切割裂紋:鋼板切割裂紋類似于焊接時產(chǎn)生氫致裂紋,如果鋼板切邊產(chǎn)生裂紋,將會在切厚48小時至幾周內(nèi)才出現(xiàn)。因此,切割裂紋屬于延遲性裂紋,鋼板厚度和硬度越大,出現(xiàn)切割裂紋就越大。 預熱切割:預防鋼板切割裂紋最有效的方法,就是在切割前進行預熱。在進行火焰切割前,鋼板通常都要預熱,其預熱溫度高低主要取決于鋼板質(zhì)量等級和板厚,見表2.預熱方法可采用火焰燒槍、電子加熱墊進行的,也可以使用加熱爐加熱。為確定鋼板預熱效果,應在加熱點被面測試所需溫度。 注意:預熱特別注意,要使正個鋼板界面均勻受熱,以免接觸熱源的區(qū)域出現(xiàn)局部過熱現(xiàn)象。 低速切割:避免切割裂紋的另一種方法就是降低切割速度。如果無法進行整版預熱,則可以使用局部預熱法代替。使用低速切割方法防止切割裂紋,其可靠性不如預熱。我們建議切割前先對切割帶用火焰槍空泡幾趟進行預熱,預熱溫度達到100° C左右為宜。其最大切割速度取決于鋼板等級和厚度 特別說明:將預熱和低速兩種火焰切割方法結合使用,可以進一步降低切割裂紋的出現(xiàn)幾率。 切割后緩冷要求:無論對切割不見是否預熱,鋼板切割后的緩冷都會有效降:低切割裂紋的風險。如果切割后將其帶有溫熱的不見進行堆放,使用隔熱毯將其覆蓋,也可以實現(xiàn)緩冷,緩冷要求冷卻到室溫。
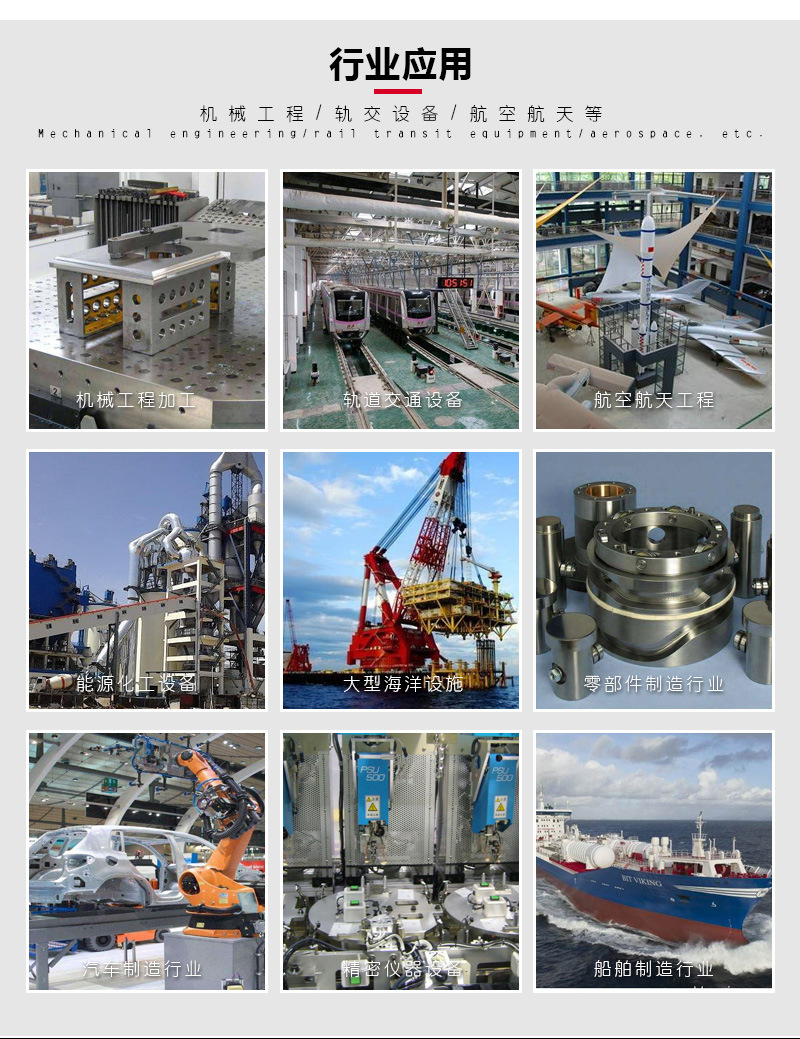
山東飛沃鋼鐵有限公司是一家專門從事耐磨鋼板,橋梁板,容器板,高強板,冷軋板銷售,以及各類抗磨損技術服務的高新科技型企業(yè)。可提供的耐磨鋼板,橋梁板,容器板,高強板,冷軋板的綜合性能均達到國際先進水平。鋼板的耐磨性能是國內(nèi)普通耐磨板的4-7倍。公司產(chǎn)品以其優(yōu)異的性價比得到了冶金、水泥、礦山、火電、玻璃等行業(yè)的認可。本公司對于客戶不同尺寸要求的耐磨鋼板可根據(jù)用戶圖紙下料,加工,制作。使客戶的板材損耗率為零。 公司主要產(chǎn)品有耐磨鋼板,橋梁板,容器板,高強板,冷軋板等,耐磨層是高達40-60%的碳化鉻合金。具有耐磨性能高,抗沖擊性能好,變形能力強和可焊性能好等特點,易于加工連接,方便安裝和使用等特點,具有很高的性價比。產(chǎn)品已在水泥、電力、礦業(yè)、煤炭、冶金、建材、水利和航道疏浚等行業(yè)物料輸送系統(tǒng)磨損部件中得到應用。
|

: